激光传感器焊接技术的介绍与发展

2013-08-15
根据国家标准GB7665-87,传感器定义为:能感受规定的被测量并按照一定的规律转换成可用输出信号的器件装置。传感器作为检测工具,要求检测研究对象的物理或化学的信息,其工作过程要求稳定、可靠、精度高,所以对传感器有以下几个要求:
(1)适应恶劣环境能力强——传感器一般工作环境十分广,从极寒至酷热地区,许多在露天环境下工作,能抗飞沙走石、灰尘,还应耐潮湿,较高的抗盐类腐蚀、酸性腐蚀的能力,有抗污染气体干扰的能力,能适应在高温、极寒、强烈振动、冲击以及在其他条件下正常工作的能力,还应抗噪声能力强,信噪比高。
(2)价格适中,适于大批量生产——要求传感器一致性好,适宜自动化批量生产,对加工设备有较高要求,以便排除人工操作带来的不一致性和失误。
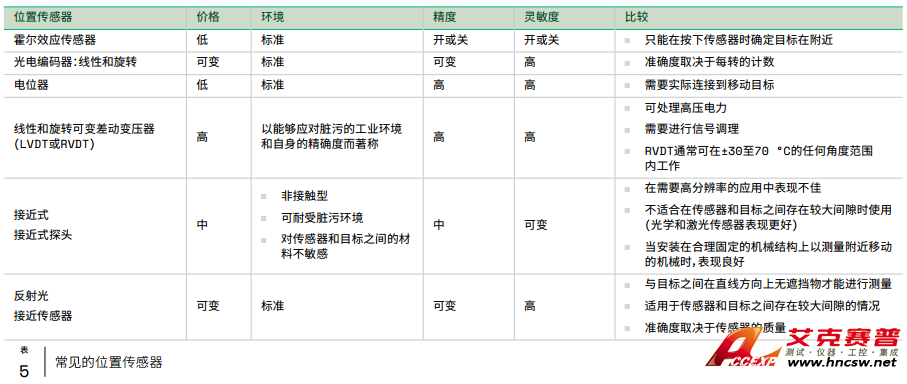
(3)稳定性和可靠性高——传感器是一种高精度检测仪器,在军事、航空、航天中应用都有严格要求,产品都须经过严格测试才能应用。所以传感器生产是一种高新技术的具体运用和体现。一种传感器是否有较高的技术附加值体现在所包含的技术含量和加工工艺的技术是否高新。有部分传感器由于其应用环境的状况需金属封装,一般采用焊接密封,如压力传感器、力传感器、霍尔传感器、光电传感器、温度传感器等,这类传感器内部有敏感元件和集成电路,充惰性气体或抽真空与外界隔绝,有耐压、气密性要求,另有焊接强度要求和漏气率要求,对焊接质量要求高,而且焊接过程中要求变形小,不能对内部元件和微电路有损坏。目前传感器密封焊接有电阻焊、钨极氩弧焊、等离子弧焊、电子束焊和激光焊。
二、激光焊接
1、激光焊接原理——激光是辐射的受激发射光放大的简称,由于其独有的高亮度、高方向性、高单色性、高相干性,自诞生以来,其在工业加工中的应用十分广泛,成为未来制造系统共同的加工手段。用激光焊接加工是利用高辐射强度的激光束,激光束经过光学系统聚焦后,其激光焦点的功率密度为104~107W/cm2,加工工件置于激光焦点附近进行加热熔化,熔化现象能否产生和产生的强弱程度主要取决于激光作用材料表面的时间、功率密度和峰值功率。控制上述各参数就可利用激光进行各种不同的焊接加工。
2、激光焊接的一般特点——激光焊接是利用激光束作为热源的一种热加工工艺,它与电子束等离子束和一般机械加工相比较,具有许多优点:(1)激光束的激光焦点光斑小,功率密度高,能焊接一些高熔点、高强度的合金材料;(2)激光焊接是无接触加工,没有工具损耗和工具调换等问题。激光束能量可调,移动速度可调,可以多种焊接加工;(3)激光焊接自动化程度高,可以用计算机进行控制,焊接速度快,功效高,可方便的进行任何复杂形状的焊接;(4)激光焊接热影响区小,材料变形小,无需后续工序处理;(5)激光可通过玻璃焊接处于真空容器内的工件及处于复杂结构内部位置的工件;(6)激光束易于导向、聚焦,实现各方向变换;(7)激光焊接与电子束加工相比较,不需要严格的真空设备系统,操作方便;(8)激光焊接生产效率高,加工质量稳定可靠,经济效益和社会效益好。
3、激光焊接在传感器生产中的工艺特点——激光用来封焊传感器金属外壳是目前一种最先进的加工工艺方法,主要基于激光焊接有以下特点:(1)高的深宽比。焊缝深而窄,焊缝光亮美观;(2)最小热输入。由于功率密度高,熔化过程极快,输入工件热量很低,焊接速度快,热变形小,热影响区小;(3)高致密性。焊缝生成过程中,熔池不断搅拌,气体易出,导致生成无气孔熔透焊缝。焊后高的冷却速度又易使焊缝组织微细化,焊缝强度、韧性和综合性能高;(4)强固焊缝。高温热源和对非金属组份的充分吸收产生纯化作用,降低了杂质含量,改变夹杂尺寸和其在熔池中的分布,焊接过程中无需电极或填充焊丝,熔化区受污染小,使焊缝强度、韧性至少相当于甚至超过母体金属;(5)精确控制。因为聚焦光斑很小,焊缝可以高精度定位,光束容易传输与控制,不需要经常更换焊炬、喷咀,显著减少停机辅助时间,生产效率高,光无惯性,还可以在高速下急停和重新启始。用自控光束移动技术则可焊复杂构件;(6)非接触、大气环境焊接过程。因为能量来自激光,工件无物理接触,因此没有力施加于工件。另磁和空气对激光都无影响;(7)由于平均热输入低,加工精度高,可减少再加工费用,另外,激光焊接运转费用较低,从而可降低工件成本;(8)容易实现自动化,对光束强度与精细定位能进行有效控制。
(1)适应恶劣环境能力强——传感器一般工作环境十分广,从极寒至酷热地区,许多在露天环境下工作,能抗飞沙走石、灰尘,还应耐潮湿,较高的抗盐类腐蚀、酸性腐蚀的能力,有抗污染气体干扰的能力,能适应在高温、极寒、强烈振动、冲击以及在其他条件下正常工作的能力,还应抗噪声能力强,信噪比高。
(2)价格适中,适于大批量生产——要求传感器一致性好,适宜自动化批量生产,对加工设备有较高要求,以便排除人工操作带来的不一致性和失误。
(3)稳定性和可靠性高——传感器是一种高精度检测仪器,在军事、航空、航天中应用都有严格要求,产品都须经过严格测试才能应用。所以传感器生产是一种高新技术的具体运用和体现。一种传感器是否有较高的技术附加值体现在所包含的技术含量和加工工艺的技术是否高新。有部分传感器由于其应用环境的状况需金属封装,一般采用焊接密封,如压力传感器、力传感器、霍尔传感器、光电传感器、温度传感器等,这类传感器内部有敏感元件和集成电路,充惰性气体或抽真空与外界隔绝,有耐压、气密性要求,另有焊接强度要求和漏气率要求,对焊接质量要求高,而且焊接过程中要求变形小,不能对内部元件和微电路有损坏。目前传感器密封焊接有电阻焊、钨极氩弧焊、等离子弧焊、电子束焊和激光焊。
二、激光焊接
1、激光焊接原理——激光是辐射的受激发射光放大的简称,由于其独有的高亮度、高方向性、高单色性、高相干性,自诞生以来,其在工业加工中的应用十分广泛,成为未来制造系统共同的加工手段。用激光焊接加工是利用高辐射强度的激光束,激光束经过光学系统聚焦后,其激光焦点的功率密度为104~107W/cm2,加工工件置于激光焦点附近进行加热熔化,熔化现象能否产生和产生的强弱程度主要取决于激光作用材料表面的时间、功率密度和峰值功率。控制上述各参数就可利用激光进行各种不同的焊接加工。
2、激光焊接的一般特点——激光焊接是利用激光束作为热源的一种热加工工艺,它与电子束等离子束和一般机械加工相比较,具有许多优点:(1)激光束的激光焦点光斑小,功率密度高,能焊接一些高熔点、高强度的合金材料;(2)激光焊接是无接触加工,没有工具损耗和工具调换等问题。激光束能量可调,移动速度可调,可以多种焊接加工;(3)激光焊接自动化程度高,可以用计算机进行控制,焊接速度快,功效高,可方便的进行任何复杂形状的焊接;(4)激光焊接热影响区小,材料变形小,无需后续工序处理;(5)激光可通过玻璃焊接处于真空容器内的工件及处于复杂结构内部位置的工件;(6)激光束易于导向、聚焦,实现各方向变换;(7)激光焊接与电子束加工相比较,不需要严格的真空设备系统,操作方便;(8)激光焊接生产效率高,加工质量稳定可靠,经济效益和社会效益好。
3、激光焊接在传感器生产中的工艺特点——激光用来封焊传感器金属外壳是目前一种最先进的加工工艺方法,主要基于激光焊接有以下特点:(1)高的深宽比。焊缝深而窄,焊缝光亮美观;(2)最小热输入。由于功率密度高,熔化过程极快,输入工件热量很低,焊接速度快,热变形小,热影响区小;(3)高致密性。焊缝生成过程中,熔池不断搅拌,气体易出,导致生成无气孔熔透焊缝。焊后高的冷却速度又易使焊缝组织微细化,焊缝强度、韧性和综合性能高;(4)强固焊缝。高温热源和对非金属组份的充分吸收产生纯化作用,降低了杂质含量,改变夹杂尺寸和其在熔池中的分布,焊接过程中无需电极或填充焊丝,熔化区受污染小,使焊缝强度、韧性至少相当于甚至超过母体金属;(5)精确控制。因为聚焦光斑很小,焊缝可以高精度定位,光束容易传输与控制,不需要经常更换焊炬、喷咀,显著减少停机辅助时间,生产效率高,光无惯性,还可以在高速下急停和重新启始。用自控光束移动技术则可焊复杂构件;(6)非接触、大气环境焊接过程。因为能量来自激光,工件无物理接触,因此没有力施加于工件。另磁和空气对激光都无影响;(7)由于平均热输入低,加工精度高,可减少再加工费用,另外,激光焊接运转费用较低,从而可降低工件成本;(8)容易实现自动化,对光束强度与精细定位能进行有效控制。