振动讯号量测技巧简述

2013-04-20
以下三点都与所搜集的量测讯号息息相关,三者之任何一项未审慎考量运用时,都会使分析结果准确度降低,甚至量测所得资料毫无意义。1.量测工具之选用:
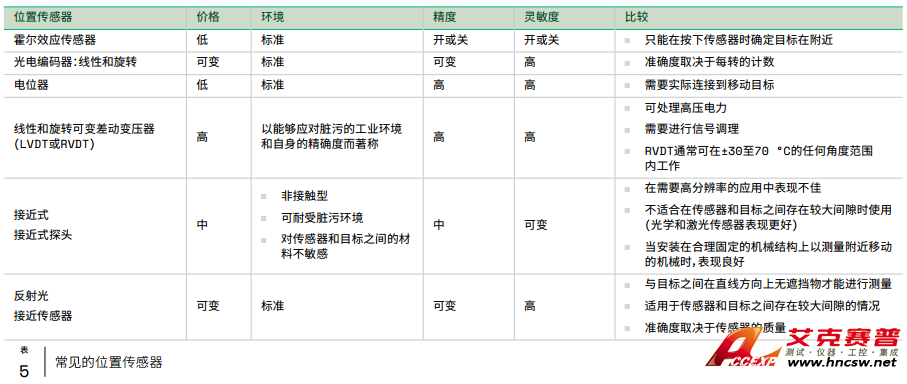
单(双或多)频分析仪、传感器(Sensor)、探头(探棒或磁性座)、相位读取计等。加速度传感器(加速规)性能
.可用频率范围较广
.质轻、尺寸小
.可耐高温
.可靠性、稳定性佳
.输出为低位准,高阻抗信号,需接信号放大器
.敏感于安装方式及安装扭力等•振动传感器的灵敏度具有方向性,其中最灵敏的位置在传感器的中心线上。
•使用磁性座或探棒均必须固定锁紧。
•不管是否使用磁性座、探棒或直接量测,均必须将传感器垂直紧紧附着于被测面上量测。
•每个轴承都必须量测其垂直、水平及轴向。
2.量测参数之设定:
频率范围、分辨率、取样、平均化模式、积分方式等。3.量测位置之决定:
是否靠近轴承位置、垂直(水平、轴向)量测是否正确、探头及连接现是否摇晃等。
一般转动机械振动分析诊断(频谱分析) 使用振动分析技术诊断机械问题时,必须尽可能搜
集掌握所有可以得到的信息,其中包括:
1.机械设备设计资料:工作转速、临界转速、轴承型号、
设备型式、联轴器型式、叶轮叶片数、齿轮齿数、皮
带轮直径、皮带轮中心距、电源频率、管路设计等。
2.现场感官检视记录:基础、基座、固定螺丝、管路、轴承润滑、轴承温度、异音噪音、异常传动等状况。
3.损坏维修历史记录:各种保养周期、损坏原因、损坏
情形、更换零组件、各种校正记录等。
4.其它检测分析记录:温度趋势、振动值趋势、表压、
电压、电流等。5.各种振动分析讯号:频谱、时间波形、相位分析、
共振分析、模态分析等。所有分析讯号需考量仪器
功能、设备特性、振动讯号本身,决定撷取该项讯
号之必要性。基础振动频谱分析说明 以下将针对最常见机械问题所呈现的频谱加以说明,作为基础振动频谱分析之概念,惟于实际从事设备振动分析诊断时,应充分掌握前述之各种信息,灵活运用振动原理及量测技巧,方能有效掌控设备真正问题及其严重性,切忌以套用简易频谱分析诊断法则,而给予设备错误诊断,切记一个错误的诊断除会增加保养成本外,亦会快速导致机械维修人员对振动分析技术丧失信心。从事振动分析诊断者,应本振动分析第一法则:
「知之为知之,不知为不知,是知也。」当发现无法确
认的问题时,适时请教振动分析专家,可避免错误诊断,
亦可提升自己的诊断技术。1.平衡不良状况诊断
•当转动件惯性轴心线与转动轴心线不在同一直线上时,此转动件即为平衡不良
•造成转动件不平衡的原因
–转动件本身形状不对称
–加工制造上的公差
–组装安装不当
–转动件于运转时变形
–转动件破损磨耗
–转动件附着异物 平衡不良频谱特性•振动频谱主要发生于一倍转速
•振动方向通常都发生于径向
•轴向振幅很小,远小于径向之1/3
•不论在径向或轴向, 2倍、3倍、4倍频之振动,几乎没有
2.对心不良状况诊断
•所谓对心不良是指联结在一起的两台设备的运转中心线不在同一直线上
•对心不良的征状–轴承、轴封、联轴器、转轴提早损坏。
–轴承位置有高温甚至大量排出润滑油等现象。
–基础桩螺丝有松脱现象。
–联轴器间隙过大或破损。
–联轴器有高温现象且橡塑料联轴器会有粉末排出。
–马达运转电流偏高。
–轴承损坏在轨道上有180度与内外对称磨损现象。对心不良频谱特性•振动频率主要发生于1倍、 2倍或3倍转速上
•因大部份之不对心乃混合式不对心(角度式+平行式) ,故振动方向同时来自于径向和轴向3.轴弯曲状况诊断
•轴中心处的弯曲会造成1倍转速频率之振动,振动方向主要发生于轴向
•靠近联轴器的弯曲会造成2倍转速频率之振动,振动方向亦
发生于轴向
4.机械松动状况诊断
松动造成的原因大致可分为两种•外松动
–结构、底板、基础松动或螺栓松脱•内松动
–两配合组件之松动如轴与轴承内圈、轴承盖与轴承外圈、轴与叶片等配合不当
–振动发生于1× 、 2× 、 3×……7× 、 8×或更高之转速频率,径向和轴向都明显