遮阳板总成撕开力数显检测仪

2012-12-27
在汽车生产过程中,作为内饰件之一的遮阳板,是必不可少的。优质的遮阳板能够为驾驶者提供舒适性和安全性。在遮阳板总成工艺流程中,其中一道工序就是将上/下包皮放入电热恒温箱加热,温度为50~80℃,取下包皮放在热合模上,再将粘合后的泡沫塑料衬板放上,然后将上包皮放在泡沫衬板上进行封口。要求30mm 长度热合接缝承受拉力不小于50N,精确到1N。
1.1 弹簧秤法
弹簧秤法,即:将工件定位、夹紧,利用弹簧秤的机械结构进行检测。此种方法的优点是读数直观,便于判断;缺点是弹簧回复性差,刻线显示精度低,不能满足检测要求。
1.2 挂砝码法
挂砝码法,即:在检验夹具的结构中,增加一个定滑轮,悬挂定值砝码测量。这种方法的优点是检测结果准确;缺点是用临界值测量,没有量的显示,不直观。
1.3 机电结合法
机电结合法 ,即:将MCS-51 单片机的应用技术引入到检验夹具的设计当中。此方法综合前述两种测量方案的优点,既能对测量过程进行实时跟踪,又能做到测量力的最大值保持。
2.1.2 夹紧机构
夹紧机构由左右相同的两个部件组成,分为三个部分,即:夹紧托架、弹力回复夹头、夹紧器。在这一环节,主要考虑夹紧力和夹头与工件的摩擦系数,产生足够的摩擦力,保证工件在测量过程中,无相对位移,测量结果正确。
2.1.3 测量机构
测量机构安装在定位机构的上方,分为左右两部分:左侧是预紧部分,采用了丝杠滑块运动结构;右侧是测量部分,采用了两个THK 直线轴承运动部件,通过支架和传感器联结成一个整体,由丝杠螺母结构控制测量动作,同时,将传感器的信号传入到数显装置,进行数据处理。
另外,根据现场工作环境的要求和外观质量的需要,设计了相应的辅助部分。
2.2 电气部分
电气部分由信号接收和数据处理两部分组成。
2.2.1 信号接收
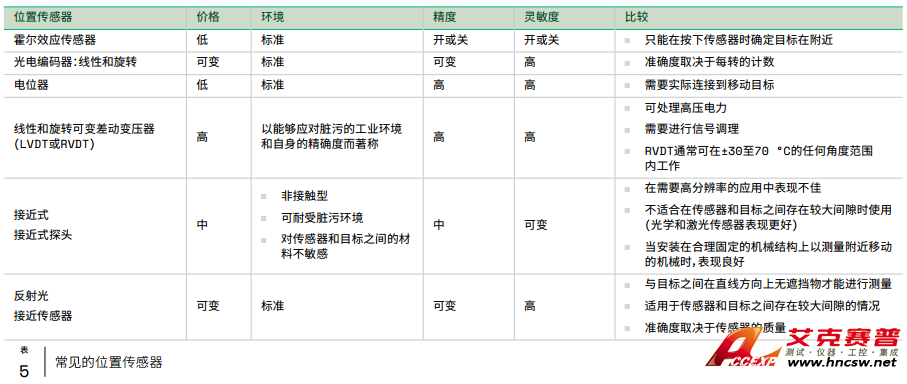
这部分主要是传感器的选择。通过对工作环境、测量量程、分辨率(精度)、性价比等因素的分析,选择传感器的各项参数,确定传感器的使用型号。
来源 电能质量分析仪 //1000qsw.com/
1.1 弹簧秤法
弹簧秤法,即:将工件定位、夹紧,利用弹簧秤的机械结构进行检测。此种方法的优点是读数直观,便于判断;缺点是弹簧回复性差,刻线显示精度低,不能满足检测要求。
1.2 挂砝码法
挂砝码法,即:在检验夹具的结构中,增加一个定滑轮,悬挂定值砝码测量。这种方法的优点是检测结果准确;缺点是用临界值测量,没有量的显示,不直观。
1.3 机电结合法
机电结合法 ,即:将MCS-51 单片机的应用技术引入到检验夹具的设计当中。此方法综合前述两种测量方案的优点,既能对测量过程进行实时跟踪,又能做到测量力的最大值保持。
2.1.2 夹紧机构
夹紧机构由左右相同的两个部件组成,分为三个部分,即:夹紧托架、弹力回复夹头、夹紧器。在这一环节,主要考虑夹紧力和夹头与工件的摩擦系数,产生足够的摩擦力,保证工件在测量过程中,无相对位移,测量结果正确。
2.1.3 测量机构
测量机构安装在定位机构的上方,分为左右两部分:左侧是预紧部分,采用了丝杠滑块运动结构;右侧是测量部分,采用了两个THK 直线轴承运动部件,通过支架和传感器联结成一个整体,由丝杠螺母结构控制测量动作,同时,将传感器的信号传入到数显装置,进行数据处理。
另外,根据现场工作环境的要求和外观质量的需要,设计了相应的辅助部分。
2.2 电气部分
电气部分由信号接收和数据处理两部分组成。
2.2.1 信号接收
这部分主要是传感器的选择。通过对工作环境、测量量程、分辨率(精度)、性价比等因素的分析,选择传感器的各项参数,确定传感器的使用型号。
来源 电能质量分析仪 //1000qsw.com/